






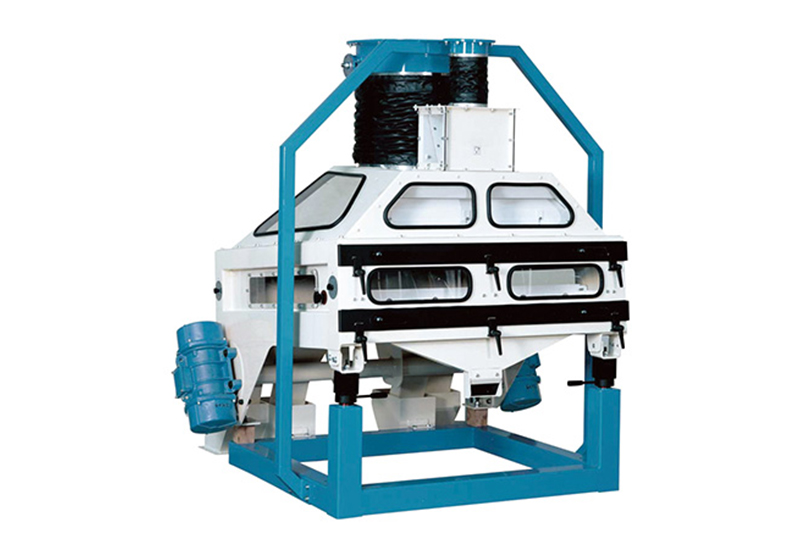
我们的产品
我们尽最大努力以丰富的经验为客户提供最好的服务。


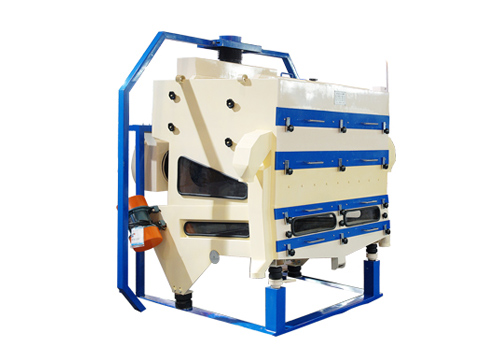


































我们的产品
我们尽最大努力以丰富的经验为客户提供最好的服务。










机")








新闻中心
关注乐惠国际工程装备股份有限公司,了解更多企业资讯和行业动态。
")
 0574-65836556
0574-65836556
 在线留言
在线留言 
- 过程设备 : 0574-65836556
- 包装设备 : 025-52733601
- 传真 : 0574-65836111
- 邮箱 : info@lehui.com
- 地址 : 浙江省宁波市象山县西周镇象西机电工业园
联系我们
关注企业微信

Copyright @2021 LEHUI First for value 苏ICP备17013379号-1 服务支持:中企动力 南京